Description
|
Fig 1. Schematic of laser beam coupling with the waterjet [2] |
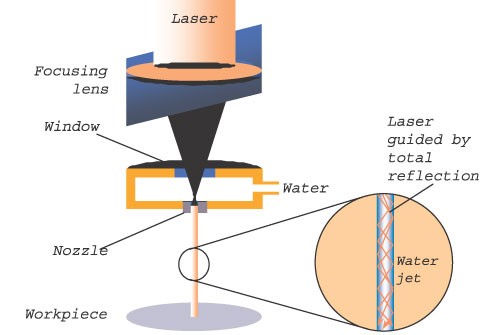 |
Waterjet-guided material processing is a novel hybrid technique in the field of micro-manufacturing which combines the capabilities of laser material processing with water jetting. The principle of waterjet-guided laser processing is to couple a high-power, pulsed laser beam into a hair thin, low- or high-pressure water jet. The cylindrical waterjet guides the laser beam by means of total internal reflection at the water/air interface, similar to conventional optical fibers (See Fig.1). When it reaches the work piece, the laser ablates the material by melting and vaporization. It offers several advantages over the conventional dry laser cutting process. [1]
-
The cylindrical waterjet guides the laser beam parallel to its axis, ensuring uniform distribution of energy at the point of lasing action, compared to the Gaussian distribution of laser beam intensity in conventional laser material processing.
-
The variable length of a stable waterjet eliminates the need for optical focus control allowing precision machining to a considerable depth.
-
The instant cooling effect of the waterjet eliminates thermal effects avoiding deviations in tolerance.
-
The inherent flushing capacity prevents contamination exerting a negligible mechanical force.
These benefits are of prime importance in the field of micro-manufacturing especially in the treatment of heat sensitive materials (biomedical devices) as well as in high precision products (solar cells, wafer dicing, electronics, etc.). The waterjet-guided laser systems developed to date uses the waterjet as an accessory and does not harness the tooling capability of the waterjet pressure.
Approach
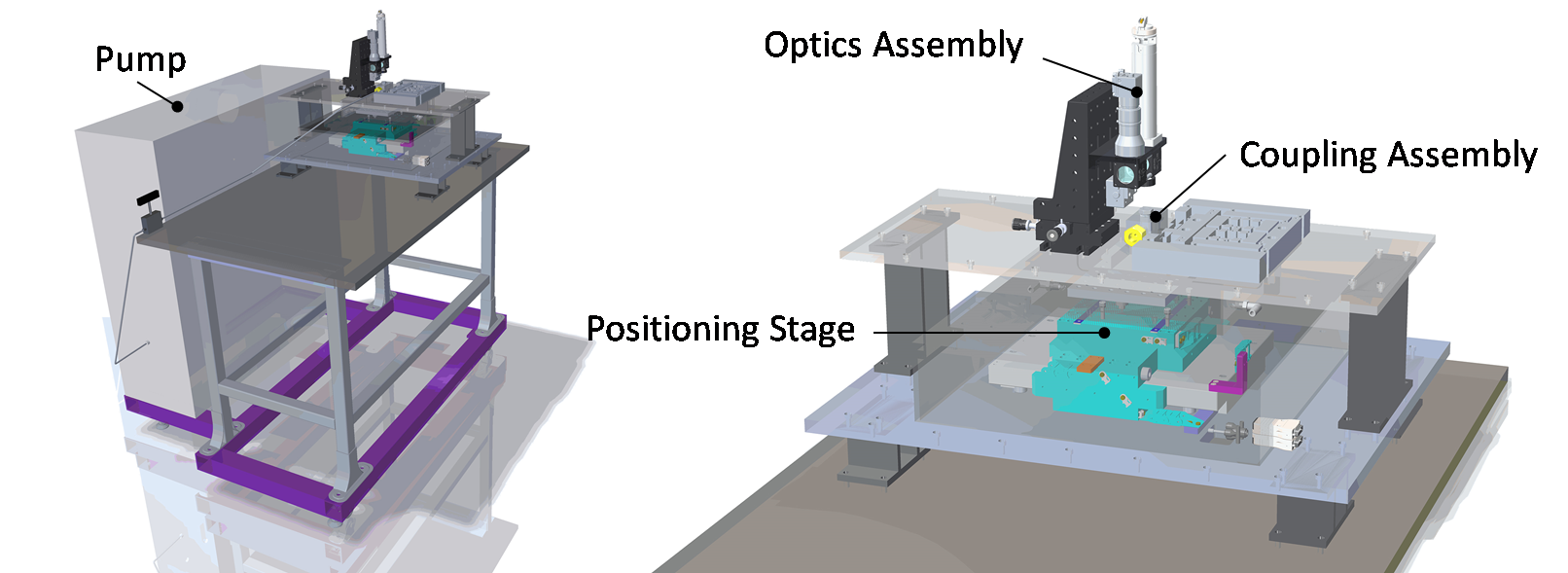
Simultaneous utilization of hydrodynamic pressure of the waterjet and thermal processing capabilities of the laser in a controlled proportion to achieve a wide range of machining and forming processes in the micro-scale. Laser beam is focused by optics assembly to couple with fine waterjet, which is generated by pumping high pressure water through a diamond orifice, in a coupling assembly. The samples are placed on an air bearing positioning stage. Proposed machine design is illustrated in Fig. 2.
Fig 2. Proposed design for machine assembly
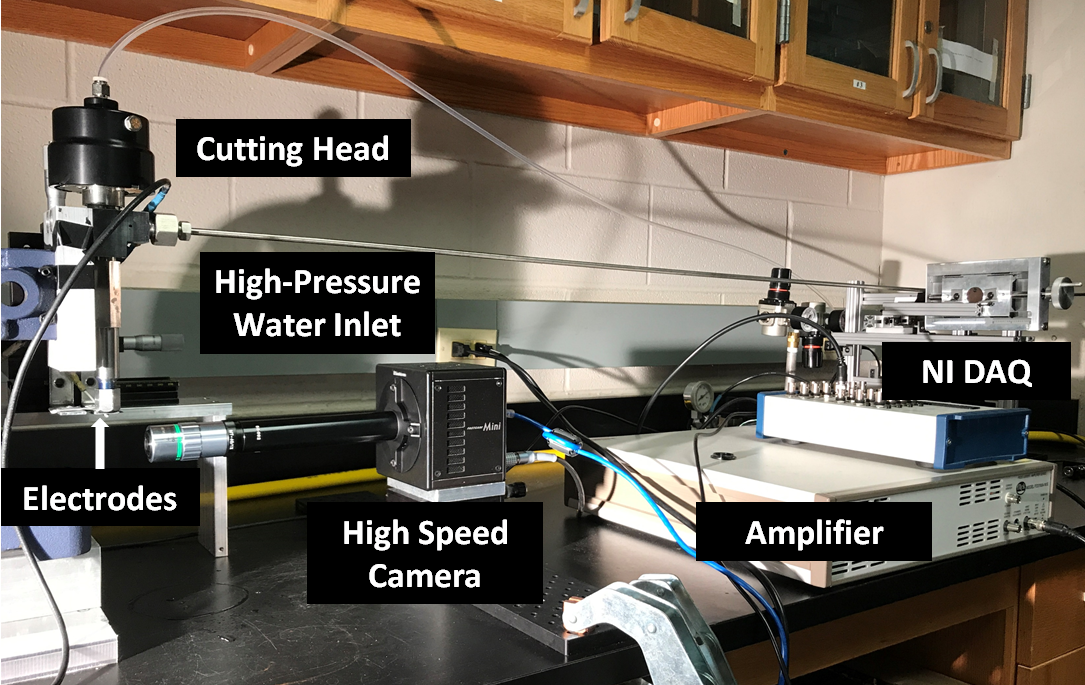
Spatial manipulation of the waterjet profile by a custom designed electric field to control the position of the point of impingement of the waterjet in a scale beyond the resolution of the machine. The experimental setup for proof of concept purpose is shown in Fig. 3.
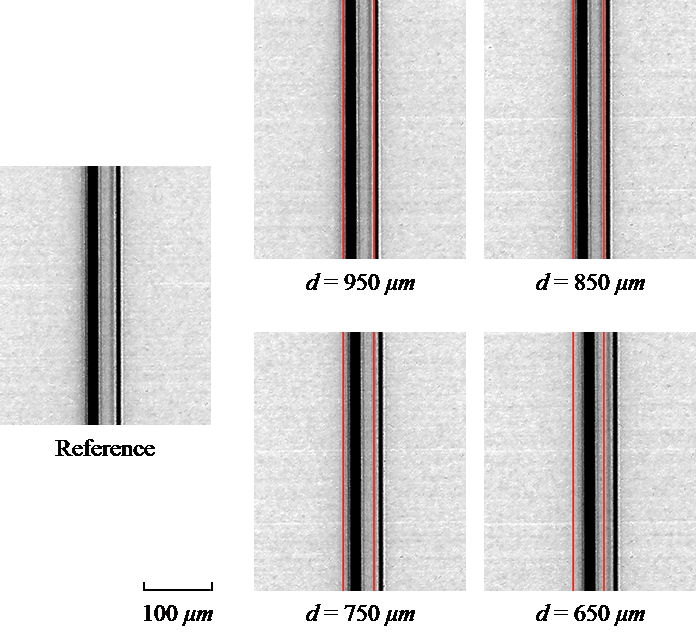
Figure 4 shows the waterjet deflection within non-uniform electric field with different distances between the electrodes and water jet. A clear change can be easily found as the electrode is moving toward the waterjet.
Fig 3. Experimental setup of manipulation of waterjet trajectory by dielectrophoresis.
Fig 4. Waterjet deflection with different distances between the electrodes and waterjet.
Objectives
The research objective of this project is to formulate a methodology and system for the electrical micro-manipulation of a waterjet serving as a laser beam waveguide leading to the development of a new multi-functional hybrid waterjet-guided laser micro-manufacturing process and a machine capable of laser ablation, micro-cutting, surface micro-texturing and modification and micro-incremental forming. The scope of this research is to:
Understand the stability of micron-sized waterjets in terms of breakup length and identify the causes of disturbances in the jet profile and its growth along the length of the jet. Identify the parameters critical to the function of the waterjet as an efficient and stable waveguide and understand their specific effects on beam intensity and distribution at the end of the jet.
Develop and demonstrate a method to control the trajectory and the position of impingement of the waterjet in waterjet-guided laser systems by utilizing the deflection effect of an external electrostatic field by controlling the voltage, geometry, size and arrangement of the electrode probes and distance from the waterjet. Understand the science behind the action of a non-homogenous electrostatic field on the trajectory of the waterjet.
Develop a new hybrid micro-manufacturing process –micro-incremental forming– based on the enhanced spatial deflection capability of the multi-functional waterjet that uses the combination of laser and mechanical energy of the waterjet to deform the work piece.
Applications
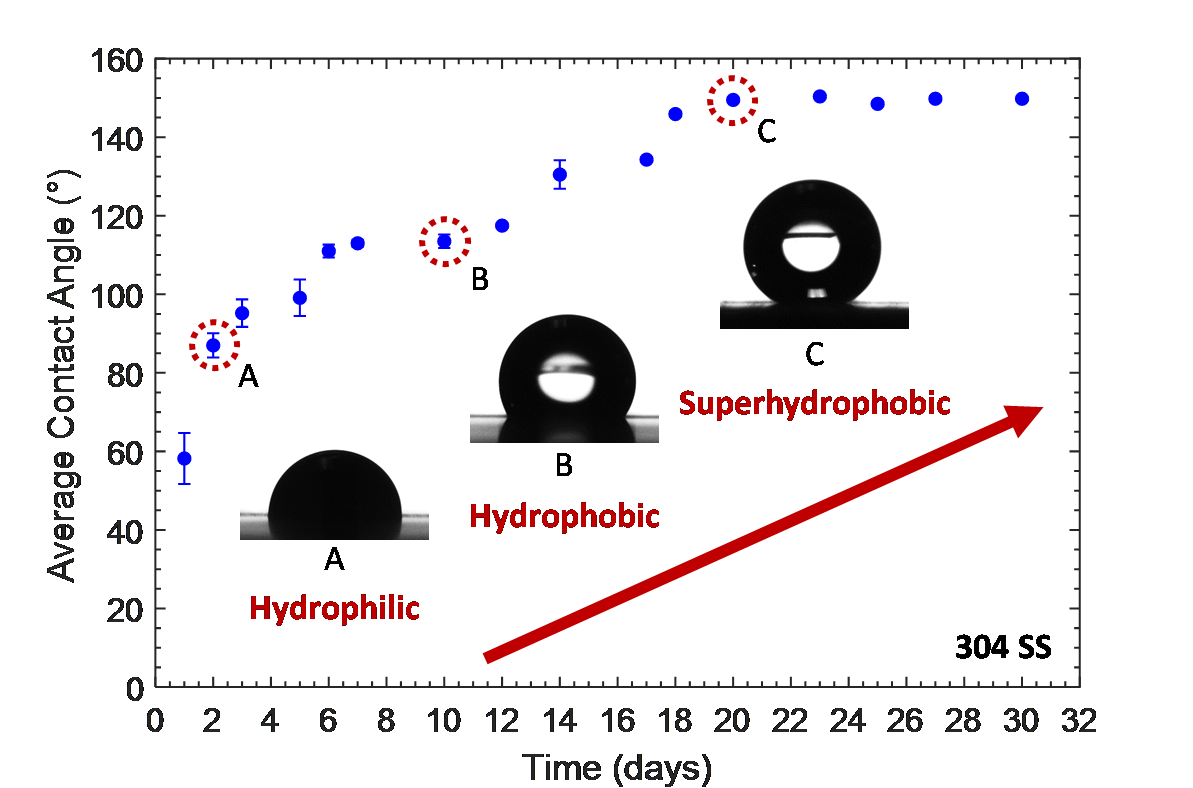
Waterjet-guided laser texturing is conducted on various metallic materials to generate surfaced exhibit superhydrophobic behavior. Grid pattern is adopted for achieving uniform wetting behavior. The textured surfaces change from hydrophilic to superhydrophobic after being exposed to normal ambient condition in about 20 days. Figure 5 illustrates the evolution of contact angle on a textured 304 stainless steel surface.
Fig. 5. Evolution of textured 304 stainless steel surface wettability and contact angle measurement.
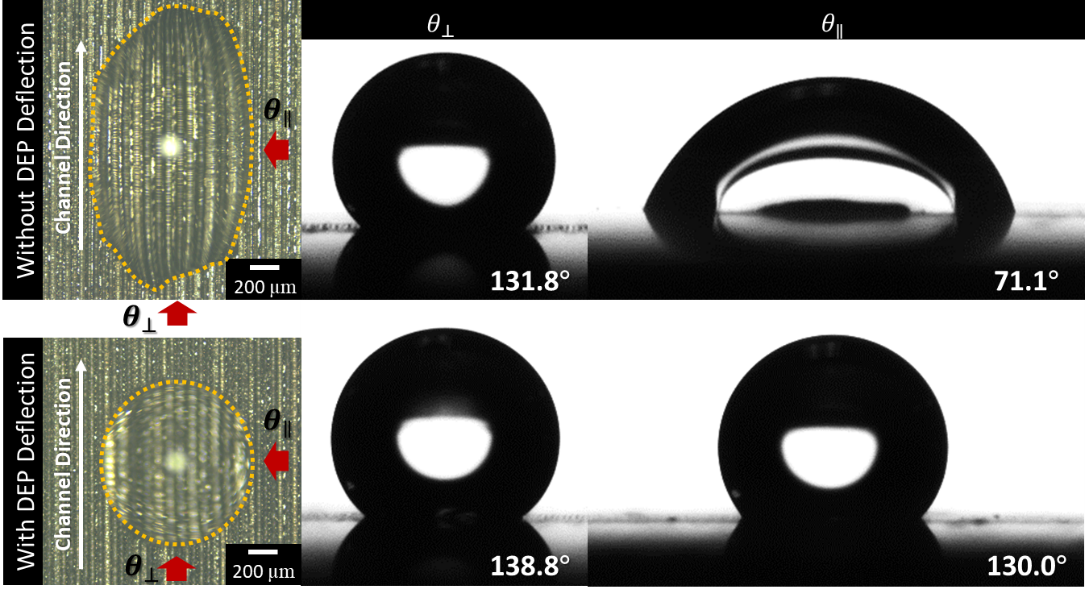
Electric field is used to bend waterjet by dielectrophoresis. Curved water jet guided laser texturing process can modify the corresponding wetting behaviors. As an example, different curvy channels can be generated by applying different voltage signals which generate changing electric field. Figure 6 compares the contact angle measurements on surface with straight and curvy channels. As shown in Fig. 6, surfaces textured with curvy channels have isotropic wetting rather anisotropic wetting.
Fig. 6. Surface contact angle measurements between surfaces with straight and curvy channels.
Sponsors
MRI : Curved Waterjet-Guided Laser Micro-Manufacturing NSF CMMI Award #1234491; Link
References
The Laser Microjet® Technology- 10 Years of Development (M401) -
Frank Wagner, Ochélio Sibailly, Nandor Vágó, Rafal Romanowicz, Bernold Richerzhagen,
Synova SA, Ecublens, CHhttp://www.synova.ch/technology/introduction/ : Revolution in Micro-machining