Motivation
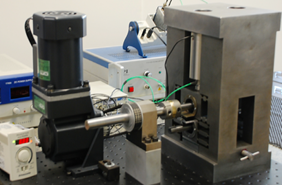
Fig. 1 - Desktop microrolling mill
Surface texturing can give a material's surface specialized functions such as drag reduction or workpiece-tool friction reduction, which can decrease fuel consumption and frictional energy loss. This friction reduction can also decrease the long-term costs for tool and die replacement. Surface texturing also has applications in the medical and energy sectors. It can enhance osseointegration or cell attachments for implants, or promote algae growth in algae farms for biofuel production. Due to the wide applications of surface texturing, there is an increasing demand for high-rate texture production on a wide variety of engineering materials.
Description
There are numerous manufacturing methods for surface texture production, such as micromachining, laser texturing, chemical etching, etc. However, these processes are either inefficient for mass production and/or are limited with workable materials. Microforming, a continuous process, is an alternative surface texturing process that is suitable for mass production. In this project, the mechanics of the process for high-rate texturing is investigated.
Approach
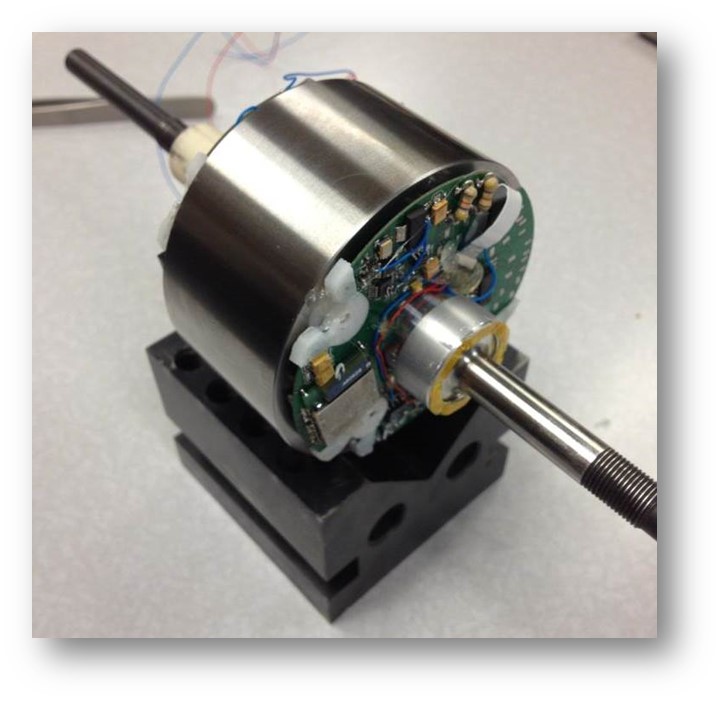
Conventionally, the rolling process is performed by a pair of work rolls. These work rolls may sometimes be supported by backup rolls for higher stiffness. In the microrolling-based texturing process, one or both of the work rolls are replaced with pre-textured rolls. The textures on the rolls are transferred to the workpiece surface by compression when the material is passed through the roll gap. Furthermore, we proposed electrically-assisted microrolling (EAµR) where the metallic workpiece is softened by Joule heating via an electric current. EAµR allows for easier forming and can enhance the texture production, especially for hard or brittle materials. Better control of the process and production quality requires pressure, force, and temperature information in the rolling zone. To attain this required information, research is being conducted through collaboration with the University of Connecticut to develop an embedded sensor that takes force and temperature measurements in the rolling zone.
Photos
|
Fig. 2 - Sensing in Micro-Rolling System
|
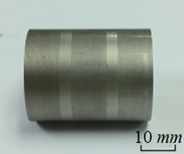
Fig. 3 - A pre-textured roll
|
|
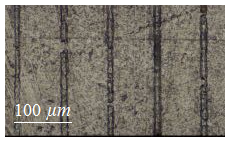
Fig. 4 - Channels imprinted on Ti-6Al-4V by electrically-assisted microrolling-based texturing
|
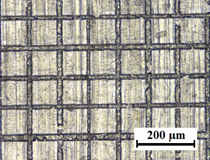
Fig. 5 - Square texture formed on AA3003H14 by 2-pass microrolling process
|
|
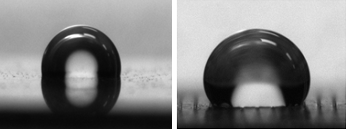
Fig. 6 - Square texture improves the hydrophobicity of AA3003H14 surface.
|
|
Sponsor
National Science Foundation (CMMI- 1100787)