Double-Sided Incremental Forming
Double-Sided Incremental Forming (DSIF) is a relatively new concept for flexible sheet metal forming.
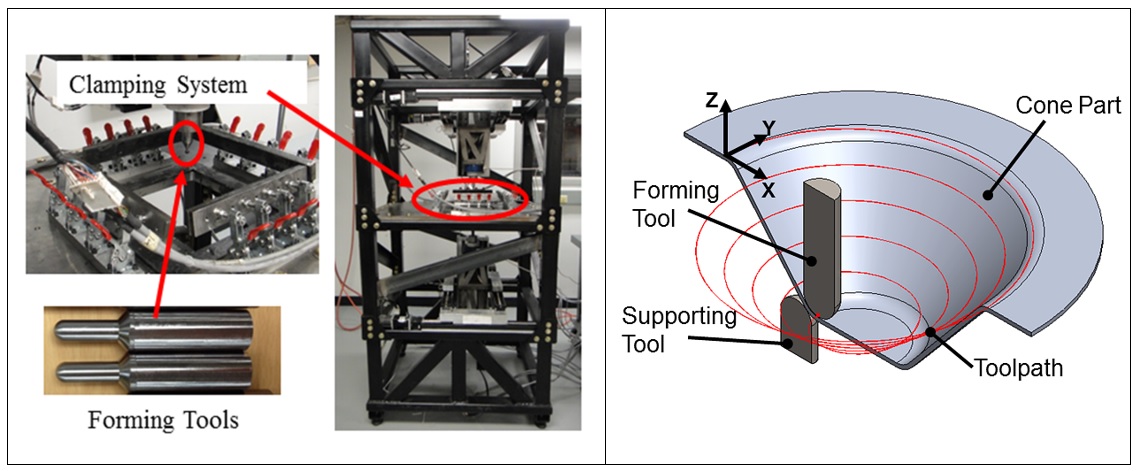
Fig. 1. (Left) Generation 1 DSIF machine, (Right) cross-Section
schematic of DSIF process for a truncated cone
In DSIF, a sheet blank is clamped around its periphery and gradually deformed to a complex 3D freeform part using two strategically aligned stylus-type tools that follow pre-described toolpaths. The two tools, one on each side of the blank, can form a part with both concave and convex shapes incorporating highly-detailed features with excellent surface finish. In generalized DSIF, the top and the bottom tools typically have three degrees of freedom but can have up to six degrees of freedom. Their motions can be independently controlled or synchronized to achieve different desired outcomes.
Fig. 2. Advantages of DSIF over traditional stamping processes
The key advantages of DSIF are its high process flexibility, high energy efficiency, low capital investment, and the elimination of the need for massive geometry specific dies as well as the associated energy and cost for casting and machining. Since deformation occurs locally, the forming force at any instant will also be significantly less than that of conventional stamping methods. DSIF is applicable to a wide range of materials including plastics, titanium alloys, steel alloys, and aluminum alloys.
Some of the current research focus areas in DSIF include:
1.
Novel metrology systems to measure forces, displacements, strains, and temperatures during forming;
2.
Toolpath strategies and software engineering in an effort to improve geometric accuracy and formability of the final parts;
3.
Material characterization utilizing tension-compression tests, fracture tests, biaxial tests, microsctructural analysis via X-ray diffraction, etc.;
4.
Residual stress measurements and reduction of springback;
5.
Multi-physics experiments incorporating thermal and electrical effects;
6.
Process simulations using finite element methods;
7.
Fracture analysis and simulations based on damage laws dependent on nonlinear strain and loading histories; and
8.
Control theory and electrical engineering to simultaneously utilize force and displacement feedback loops during forming.
Incremental forming is closely related to many fields of research, feel free to reach out to the lab for more specific information on what’s currently going on.

AMPL Incremental Forming Facilities Page >
Photos
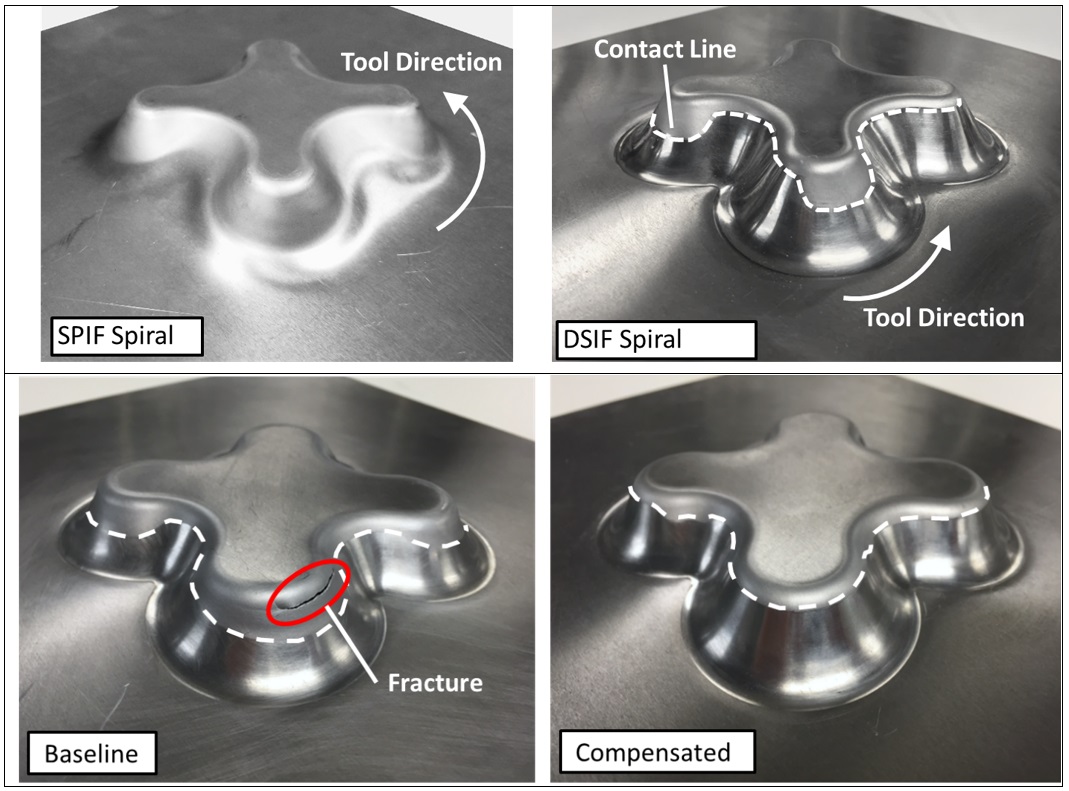
Fig. 3. (Top) Increased accuracy is achieved when using two tools in DSIF compared to one tool in Single-Point Incremental Forming (SPFI). (Bottom) At high enough wall angles, the supporting tool in DSIF loses contact and the sheet fractures while innovative toolpath algorithms can help to retain contact so as to prolong fracture.
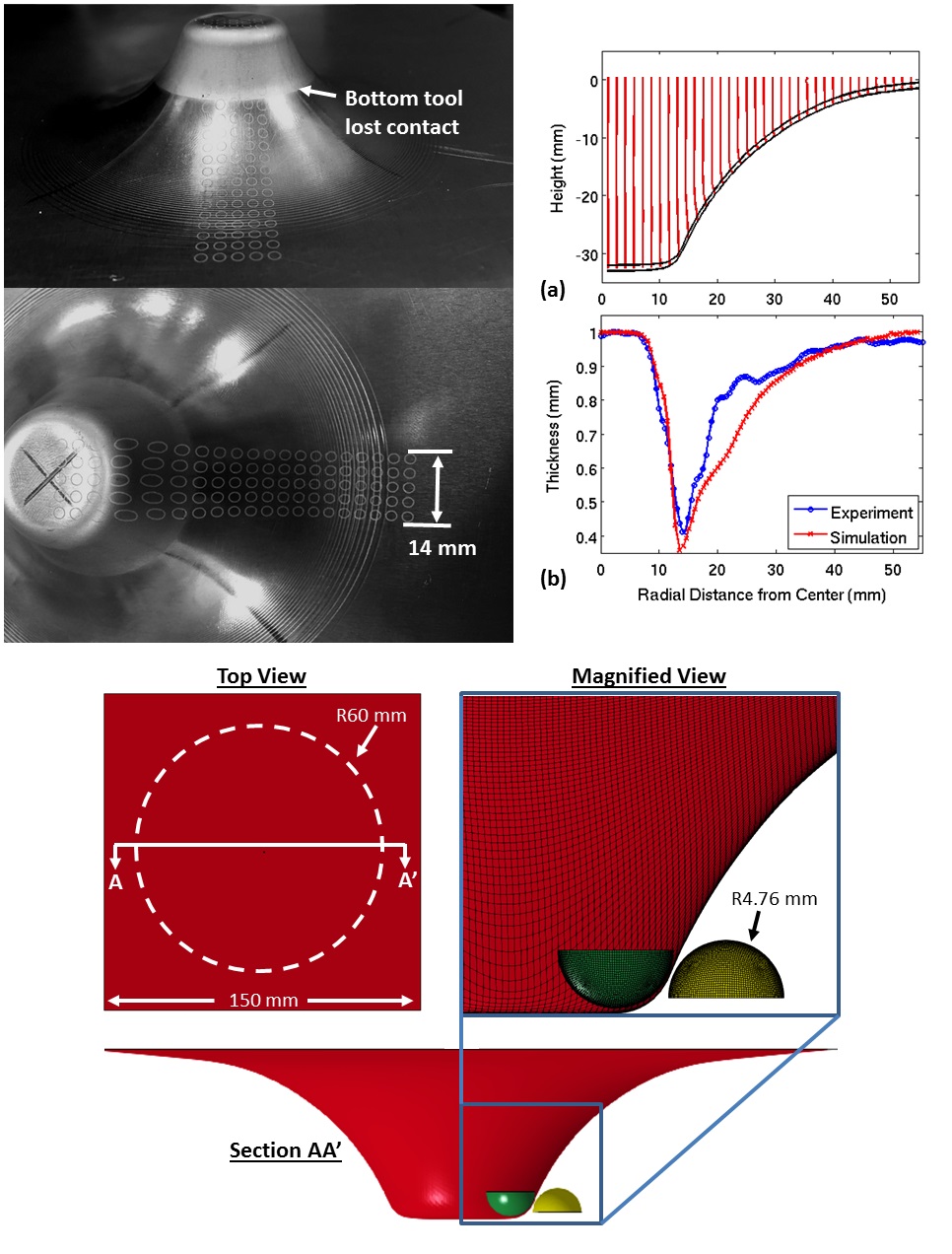
Fig. 4. (Top-Left) DSIF process for funnel with laser-etched circles to measure in-plane strains, (Top-Right) Comparison of the predicted thickness via finite element methods and the measured thickness profile, (Bottom) Final funnel shape predicted by the finite element simulation of DSIF.