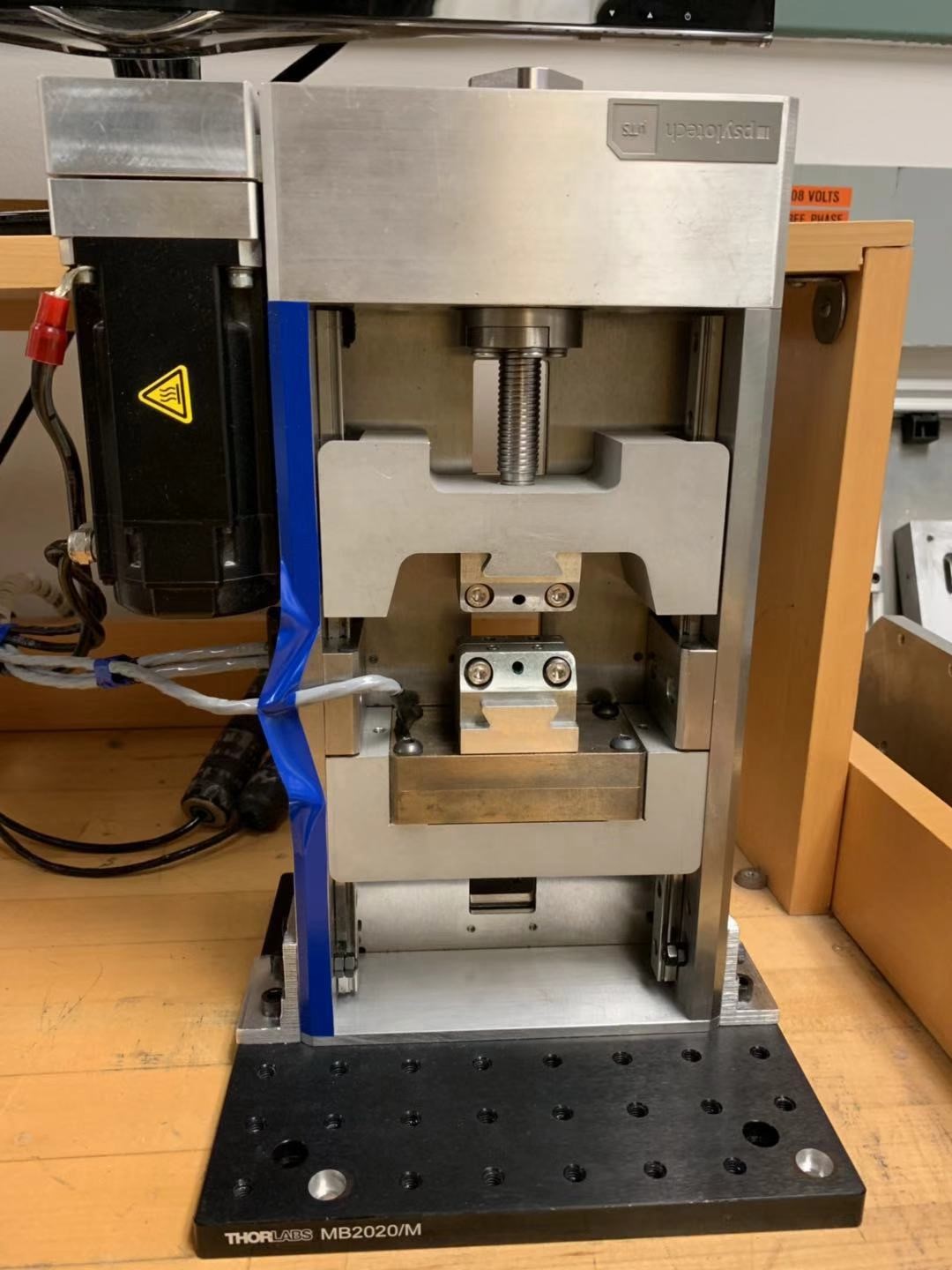
Psylotech tensile/compression machine
1.6 kN force capacity
High resolution load cell (0.5 mN)
High resolution cross-head displacement sensor (25 nm)
System is controlled with a LabVIEW Program
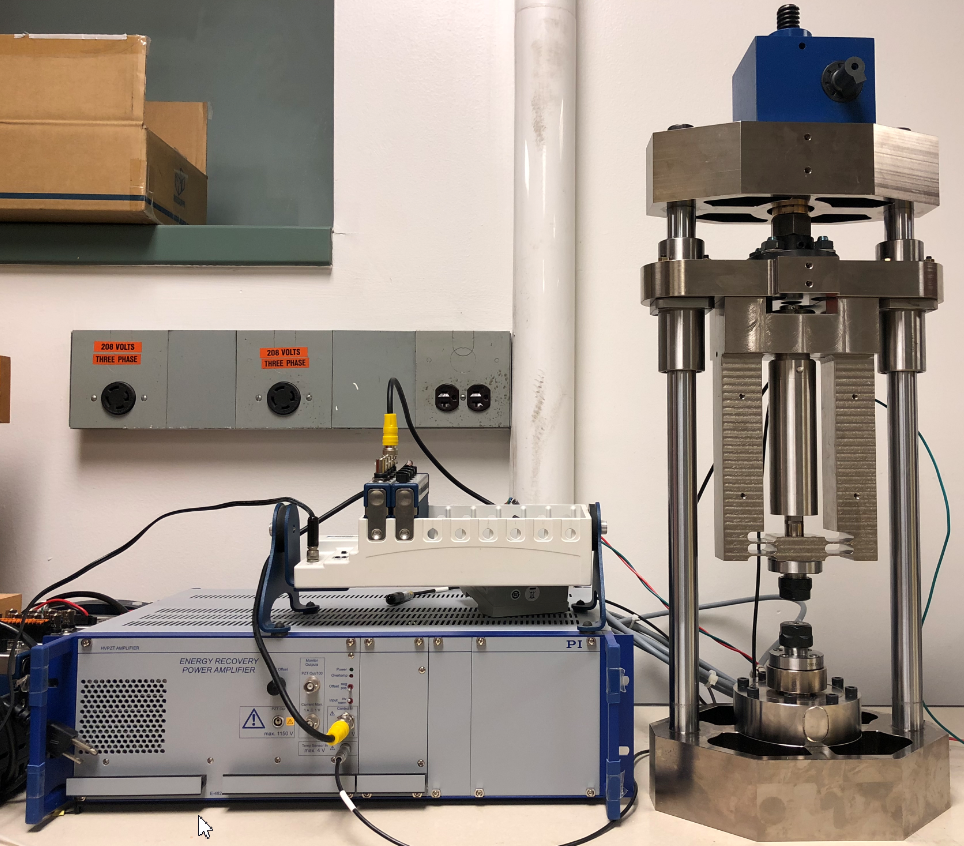
High-frequency fatigue test machine
A novel high-frequency fatigue test machine utilizing a piezo actuator and 4 flexure hinges to generate high-frequency alternating force for fatigue test.
Capable of high-frequency fatigue test for small scale metal cylindrical/sheet specimen
Controlled by LabVIEW
Testing force monitored by a load cell and displayed
Limiting conditions:
Maximum frequency under 1500N
tensile force: 500HzMaximum frequency under 500N
tensile force: 750HzRegular working condition:
0N~1500N tensile test at 0Hz~100Hz (without cooling),
100Hz~400Hz (with cooling)Maximum static tensile force: 2000N
Compressed air cooling
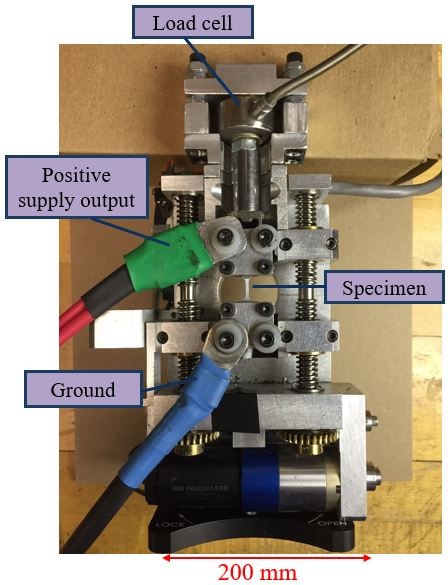
SEMtester 18240LM Miniature Tensile Stage
1000lb load capacity
Interchangeable load cells
Adjustable strain rates
The device is designed to allow tension and compression test
The stage has been custom designed to perform electrically-assisted (EA) test
Mechanical Testing System
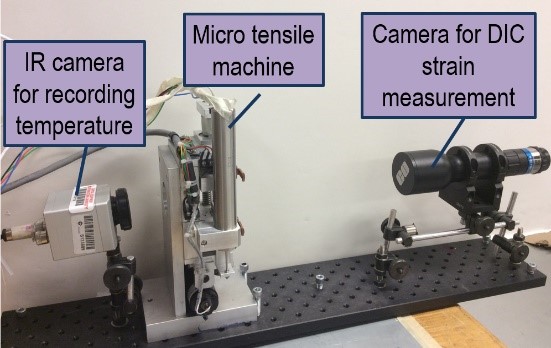
Non-contact digital image correlation (DIC) method is used for strain measurement
An infrared camera is used to record the temperature of specimens during EA test